
















|
自制浊度仪,智能升级不停步时间:2020-12-28
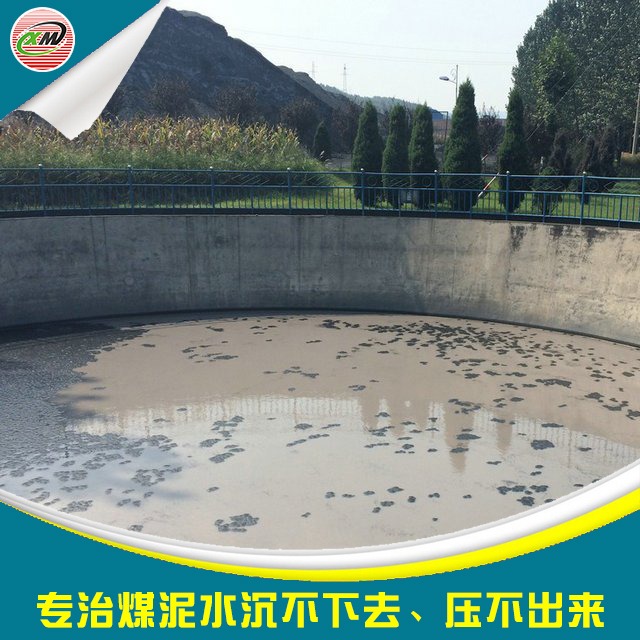
近日,马头洗选厂孙庄生产部自主创新研制循环水浊度报警装置,以智能化识别替代人眼观测,实现了选煤水质高效监测,并为下一步实现循环水智能控制打下了基础。
一直以来,生产部都是依靠人工来观测循环水浊度,从主厂房到浓缩机距离较远,岗位工每半小时就要往返一次现场,职工劳动强度大。因为是兼看岗位,存在水质变黑发现不及时的情况,给生产造成较大困扰,直接影响洗煤分选精度,灰分超标,损失增高,严重影响精煤回收率的提高。
人工目测循环水浊度是靠经验定性的去判断,不能准确指导絮凝剂添加。加量小时,循环水易变黑,影响生产;加量大时,造成药剂浪费,还会导致絮凝剂抱团堵塞管道,有可能造成生产事故。
为此,生产部组织技术骨干进行攻关,自主设计制作了循环水浊度报警装置。此装置利用传感器探头采用散射光式浊度测量法,通过红外光和滤光片消除环境光干扰,经过线性化处理输出数字信号,循环水浊度实时显示,通过探测数据和现场试验数据进行校正后,设定报警“预定值”,并安装报警器。将数据显示仪表、报警器和加药开关接至操作室。当数值显示高于“预定值”时触发警报,岗位工只需在操作室按下絮凝剂搅拌机开关加药即可。
通过对循环水质的高效监测,选煤生产也实现了平稳运行,在有效降低职工劳动强度的同时,减少岗位用工3人,每年节省开支近15万元。下一步,生产部将继续深化此项工作,利用装置反馈的数字信号,加装变频电机,量化絮凝剂添加,减少浪费,进一步“降本增效”。同时,生产部还将积极探索研究,利用此原理对浮选工艺进行智能化改造。
◎来源:马头洗选厂 |












